
Xenith Steel's ERW factory on a 90,000sqm site operates high-frequency induction welding at 500 kHz across multiple forming lines, achieving line speeds up to 45 m/min for pipes DN15-DN650 (OD 21.3-660mm) at 500,000 tons/year. In-line annealing normalizes the weld zone for consistent mechanical properties matching the base metal. Certified API 5L PSL1-2, ASTM A53 Gr.B, EN 10217/10219. 100% eddy current inspection, hydrostatic testing per API 5L pressure ratings, and flattening/face bend tests per lot. PetroChina, Shell, Halliburton, TechnipFMC, and ArcelorMittal specify Xenith ERW for oil & gas gathering lines, casing, structural tubing, and water distribution applications.
Alliances: PetroChina (China), Shell (Netherlands/UK), Halliburton (USA), TechnipFMC (Global), ArcelorMittal Projects
Last updated: May 3, 2026
Xenith Steel ERW pipe factory manufactures high-frequency welded pipes from DN15 to DN650 with 500,000 tons annual capacity, serving oil and gas distribution, structural, and industrial applications worldwide. The factory occupies 90,000㎡ in Cangzhou, Hebei Province and employs 300+ workers. Each production line performs strip forming, high-frequency welding at up to 500 kHz, inline heat treatment for grain refinement and residual stress elimination, sizing, straightening, eddy current testing, ultrasonic inspection, and hydrostatic testing. ERW and HFW pipes from this factory offer uniform wall thickness, precise dimensions, and consistent weld quality.
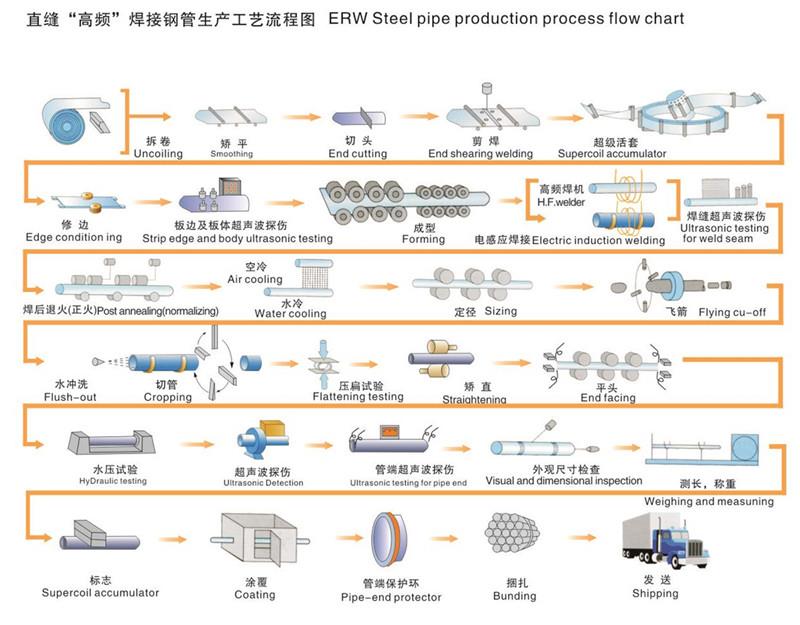
ERW (Electric Resistance Welded) steel pipe is manufactured by forming steel strip into a tube and welding the longitudinal seam using high-frequency electric resistance up to 500 kHz. The five-stage process includes:
(1) Forming: Strip passes through rolls into a tube shape.
(2) High-Frequency Welding: Edges are heated and forged under pressure without filler.
(3) Sizing and Straightening: Pipe is sized to precise dimensions.
(4) Inline Heat Treatment: Weld seam normalizing refines grain and eliminates residual stress.
(5) Testing: Eddy current, ultrasonic, and hydrostatic verification.
ERW and HFW use the same process but differ in three key aspects:
(1) Operating frequency: ERW operates at 50-60 Hz up to 10 kHz; HFW operates at 300-500 kHz.
(2) Weld quality: HFW provides deeper penetration, narrower heat-affected zone, and better mechanical properties.
(3) Application scope: ERW for general-purpose applications; HFW is the current industry standard for high-quality pipe manufacturing.
Both terms are used interchangeably in modern specifications.
Xenith Steel ERW pipe factory has 500,000 tons annual capacity with three key specifications:
(1) Size range DN15 to DN650 (1/2 to 26 inches OD) with wall thickness from 2mm to 20mm.
(2) Standard lengths from 6m to 12m.
(3) Grades include API 5L (GR.A, GR.B, X42-X70), ASTM A53 (A/B), EN 10217/10219 (S235JR, S355JRH), and ISO 3183.
The 90,000㎡ facility employs 300+ workers.
Xenith Steel applies six quality control methods:
(1) Eddy current testing for surface and near-surface weld defects.
(2) Automated ultrasonic testing for internal defects including lack of fusion and porosity.
(3) Hydrostatic pressure testing for structural integrity.
(4) Dimensional inspection of OD, wall thickness, straightness, and ovality.
(5) Mechanical testing including tensile, flattening, reverse flattening, bend, and hardness tests per batch.
(6) Metallographic examination of weld seam fusion and grain refinement.
Xenith Steel ERW pipes serve six application areas:
(1) Oil and gas distribution networks for medium-pressure gathering.
(2) Municipal water supply, natural gas distribution, and fire protection.
(3) Structural applications including frameworks, scaffolding, and supports.
(4) Electrical conduit and raceway systems.
(5) Mechanical piping for HVAC, sprinkler, and utility systems.
(6) Agricultural irrigation, greenhouse structures, and equipment.
Xenith Steel ERW pipe factory operates seven equipment categories:
(1) HFW lines up to 500 kHz with strip alignment and real-time weld monitoring.
(2) Inline induction heat treatment furnaces for weld normalizing.
(3) Automated eddy current testing systems.
(4) Multi-channel ultrasonic inspection systems.
(5) Hydrostatic pressure testing stations for all pipe sizes.
(6) CNC cutting, beveling, threading, and marking systems.
(7) External and internal coating lines for corrosion protection.