Frequently Asked Questions about SSAW Pipe Factory
What is SSAW steel pipe and how is it manufactured?
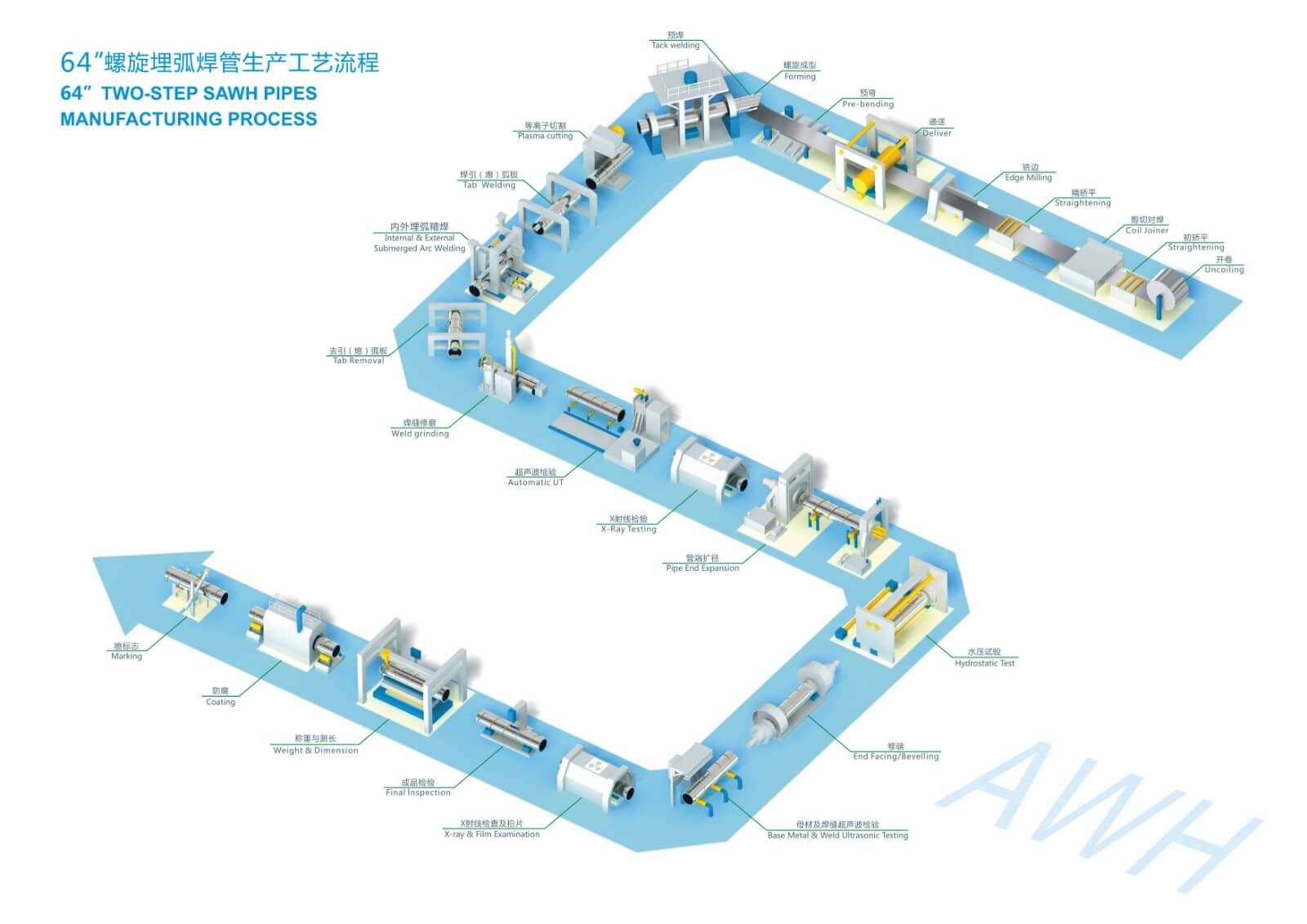
SSAW (Spiral Submerged Arc Welded) steel pipe is manufactured using the Two-Step SAWH process with three key stages:
(1) A continuous steel strip is spirally formed into a cylindrical shape.
(2) The pipe body is formed with continuous high-speed tack welding.
(3) Submerged arc welding is completed on both inside and outside surfaces.
This eliminates tensile stress in the weld seam during forming and improves joint stability. Spiral welding enables production of large-diameter pipes from narrow steel strips with flexibility in diameter and wall thickness combinations.
What standards and grades does Xenith Steel SSAW pipe factory produce?
Xenith Steel SSAW pipe factory produces to three standard categories:
(1) API 5L PSL1 and PSL2 (GR.B to X100) for oil and gas transmission.
(2) ASTM A252 (Grades 1, 2, 3) and ASTM A53 (Grades A and B) for piling and mechanical applications.
(3) GB/T9711 (L190 to L690), EN 10219, DIN, BS, CSA, DEP, and ISO standards.
Each pipe is manufactured and tested to the applicable standard requirements.
What are the size range and production capacity of Xenith Steel SSAW pipe factory?
Xenith Steel SSAW pipe factory has 350,000 tons annual capacity with three size ranges:
(1) Outside diameter from 219mm to 4000mm.
(2) Wall thickness from 2.5mm to 25.4mm.
(3) Standard lengths from 6m to 40m with custom lengths available.
The 150,000㎡ facility employs 300+ workers. Multiple simultaneous production lines enable flexible scheduling for large-scale orders.
What quality testing methods are used for SSAW pipes?
Xenith Steel applies five quality control methods to every SSAW pipe:
(1) Hydrostatic pressure testing for weld integrity verification.
(2) Full-length X-ray inspection for internal defects.
(3) Manual and automated ultrasonic testing for internal and surface flaws.
(4) Visual and dimensional inspection of OD, wall thickness, straightness, and bevel accuracy.
(5) Mechanical property testing including tensile, Charpy impact, hardness, flattening, and flaring tests per batch.
What are the typical applications of SSAW steel pipes?
Xenith Steel SSAW pipes serve six major application areas:
(1) Oil and gas transmission pipelines, onshore and offshore.
(2) Municipal water transmission, sewage, and stormwater management.
(3) Structural piling for buildings, bridges, and ports.
(4) Bridge construction and marine retaining walls.
(5) Offshore platforms, subsea pipelines, and jacket structures.
(6) Water well casing and borehole stabilization.
What manufacturing equipment does the SSAW pipe factory operate?
Xenith Steel SSAW pipe factory operates six categories of equipment:
(1) CNC spiral pipe forming machines for tight diameter tolerances.
(2) Multiple automatic submerged arc welding lines for inside and outside welding.
(3) Automated hydrostatic pressure testing systems.
(4) X-ray and ultrasonic NDT systems for full-length weld inspection.
(5) CNC cutting and end beveling machines for field welding preparation.
(6) Anti-corrosion coating lines including 3PE, FBE, and epoxy.