
Xenith Steel's LSAW plant on an 85,000sqm site in Cangzhou uses JCOE and UOE cold-forming presses followed by internal/external submerged arc welding for longitudinally seam-welded pipes OD 406-1626mm, wall thickness 6-50mm, at 300,000 tons/year. The JCOE process (press-brake incremental forming) enables production of API 5L X42-X80, ASTM A671 CC60-CC70, and GB/T9711 L245-L555 grades with controlled OD tolerances. Full-length ultrasonic testing, X-ray of weld seams, and hydrostatic pressure testing at 95-100% SMYS. CNPC, SINOPEC, TotalEnergies, Schlumberger, Baker Hughes, and TechnipFMC source LSAW pipe for high-pressure gas transmission, water infrastructure, and structural tubulars requiring longitudinal weld integrity.
Alliances: CNPC & SINOPEC (China), TotalEnergies (France), Schlumberger Projects, Baker Hughes (USA), TechnipFMC (Global)
Last updated: May 3, 2026
Xenith Steel LSAW pipe factory manufactures longitudinal submerged arc welded pipes from 406mm to 1626mm OD using JCOE and UOE forming processes, with 300,000 tons annual capacity for high-pressure oil and gas, water transmission, and structural projects worldwide. The factory occupies 85,000㎡ in Cangzhou, Hebei Province and employs 350+ workers. Steel plates are formed into pipe bodies through JCOE or UOE forming, followed by high-speed tack welding, double-sided submerged arc welding, and in-line heat treatment. Each pipe undergoes hydrostatic testing, NDT inspection, straightening, beveling, marking, coating, and packaging per API 5L and ASTM standards.
LSAW (Longitudinal Submerged Arc Welded) steel pipe is manufactured by bending steel plates into a cylindrical shape with a single straight weld seam parallel to the pipe axis. Unlike SSAW spiral welding, LSAW offers four advantages:
(1) Lower residual stress distribution for better dimensional accuracy.
(2) Ability to produce thicker walls for high-pressure applications.
(3) Superior mechanical properties from controlled plate-to-pipe forming.
(4) Preferred for large-diameter oil and gas transmission pipelines requiring structural integrity.
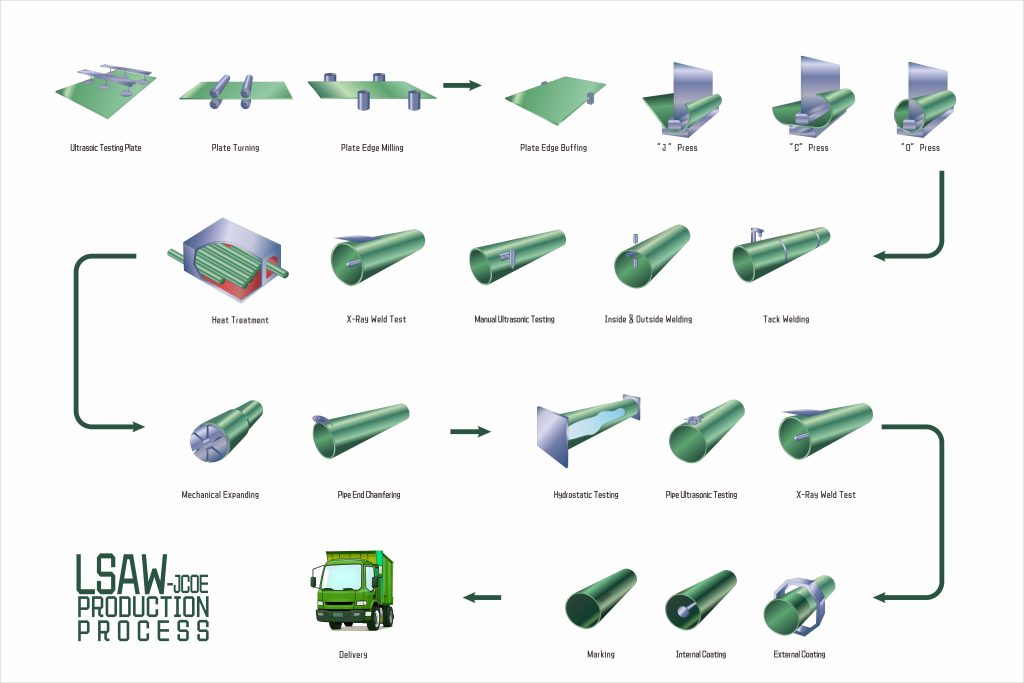
LSAW manufacturing uses two forming processes with three key differences:
(1) JCOE progressively forms steel plates through J, C, O, and E punch steps into a cylinder, then expands to final dimensions.
(2) UOE presses the plate into a U-shape, then O-shape, and finally expands it for precise dimensions and reduced residual stress.
(3) JCOE offers flexibility for varied specifications and smaller batches; UOE is more efficient for large-volume production of standard sizes.
Both produce pipes with excellent dimensional accuracy.
Xenith Steel LSAW pipe factory has 300,000 tons annual capacity with three key specifications:
(1) Outside diameter from 406mm to 1626mm.
(2) Wall thickness from 6.0mm to 75mm.
(3) Lengths from 6.0m to 12.5m.
Grades include API 5L GR.A through X100 and GB/T9711 L190 through L690. The 85,000㎡ facility employs 350+ workers. Multiple JCOE and UOE lines operate simultaneously for efficient order fulfillment.
Xenith Steel applies six quality control methods to LSAW pipes:
(1) Hydrostatic pressure testing exceeding design requirements.
(2) Full-length X-ray radiographic inspection for cracks, porosity, and slag.
(3) Automated ultrasonic testing for internal and surface discontinuities.
(4) Mechanical property testing including tensile, Charpy V-notch impact, hardness, and bend tests per batch.
(5) Precision dimensional inspection of OD, wall thickness, ovality, and straightness.
(6) Spectrographic chemical analysis for grade verification.
Xenith Steel LSAW pipes serve six sectors:
(1) High-pressure oil and gas transmission pipelines, onshore and offshore.
(2) Large-diameter water transmission for municipal and industrial supply.
(3) Power plant high-pressure piping for thermal and nuclear facilities.
(4) Structural projects including bridge piers, building foundations, and offshore platforms.
(5) Petrochemical process piping for refineries and chemical plants.
(6) Slurry pipelines for mineral transport in mining operations.
Xenith Steel LSAW pipe factory operates seven equipment categories:
(1) JCOE forming lines with CNC press brakes.
(2) UOE forming lines with U-ing presses, O-ing presses, and expanders.
(3) Automatic double-sided submerged arc welding stations.
(4) In-line normalizing and stress-relief heat treatment furnaces.
(5) Automated hydrostatic testing systems.
(6) X-ray, ultrasonic, and magnetic particle NDT equipment.
(7) 3PE, FBE, and concrete weight coating lines.