




| Product: | Stainless Steel Strip Coil, 304 Stainless Steel Coil, 316L Stainless Steel Coil |
| Application: | In Chemical Industry, Coal, Oil Field Open Machine, Building Materials Heat-resistant Parts |
| Specification: | WT: Cold Rolled Thickness: 0.4 ~ 3.0mm |
| Hot Rolled Thickness: 3.0 ~ 80.0mm | |
| Standard | ASTM A213, ASTM A240, ASTM A312, ASTM A789, JIS G3459 |
| Steel Grades | 201, 202, 304, 314L, 316, 316L, 310S, 317L, 321, 409L, 430 |
| Process Method | Cold Rolled, Hot Rolled |
| Surface | Annealed, Pickling, Polished |
| Packing | Waterproof Paper Wrapped, Packed in Wooden Cabins |
Steel Coil Introduction
|
Product: |
Stainless Steel Strip Coil, 304 Stainless Steel Coil, 316L Stainless Steel Coil |
|
Application: |
In Chemical Industry, Coal, Oil Field Open Machine, Building Materials Heat-resistant Parts |
|
Specification: |
WT: Cold Rolled Thickness: 0.4 ~ 3.0mm |
|
Standard |
ASTM A213, ASTM A240, ASTM A312, ASTM A789, JIS G3459 |
|
Steel Grades |
201, 202, 304, 314L, 316, 316L, 310S, 317L, 321, 409L, 430 |
|
Process Method |
Cold Rolled, Hot Rolled |
|
Surface |
Annealed, Pickling, Polished |
|
Packing |
Waterproof Paper Wrapped, Packed in Wooden Cabins |
|
Application |
Industrial Standard |
Grade |
|
Commercial/Drawing |
TIS 528 |
HR1, HR2, HR3 |
|
JIS G3131 |
SPHC, SPHD, SPHE |
|
|
EN 10111 |
DD11 |
|
|
ASTM A1011M |
CS Type A, B, C |
|
|
SAE J403 |
1005, 1006, 1008, 1009 |
|
|
Structural |
|
|
|
TIS 1479 |
SS330, SS400, SS490 |
|
|
JIS G3101 |
SS330, SS400, SS490 |
|
|
EN 10025-2 |
S235JR, S275JR/JRC, S355JR/JRC/J0J0C/J2/J2C |
|
|
ASTM A36M |
|
|
|
A283M |
Grade A, B, C, D |
|
|
A1011M |
SS Grade 205, 230, 250, 275, 310, 340, 380 (30, 33, 36, 40, 45, 50, 55) |
|
|
A1018M |
SS Grade 205, 230, 250, 275 (30, 33, 36, 40) |
|
|
A572M |
Grade 345, 380, 415, 450 (50, 55, 60, 65) |
|
|
SAE J403 |
1015 to 1023 |
|
|
TIS 1499 |
SM400 A, B, C |
|
|
SM490 A, B, C, YA, YB |
||
|
JIS G3106 |
SM400 A, B, C |
|
|
SM490 A, B, C, YA, YB |
||
|
EN 10025-2 |
S275JR/JRC, S355JR/JRC/J0/J0C/J2/J2C |
|
|
ASTM A1011M |
HSLAS 310, 340, 380 (45, 50, 55) |
|
|
A1018M |
HSLAS 310, 340, 380 (45, 50, 55) |
|
|
SAE J403 |
1017 to 1046 |
|
|
TIS 1501 |
S 17C to S 45C |
|
|
JIS G4051 |
S 17C to S 45C |
|
|
SAE J403 |
1017 to 1046 |
Applications of Steel Coil
Steel coil is a versatile product that can be used in industries such as:
Automotive
Home Appliances
Agriculture
Construction
Tensile Test:
Tensile test is a test method for determining the properties of a material under axial tensile load. The data obtained from the tensile test can be used to determine the elastic limit, elongation, modulus of elasticity, proportional limit, area reduction, tensile strength, yield point, yield strength, and other tensile properties of the material. The procedure for the metal tensile test can be found in the ASTM E-8 standard. The microcomputer-controlled electronic universal testing machine is mainly used for testing various mechanical properties of various non-metal and composite materials. The professionally designed automatic control and data acquisition system realizes the full digital adjustment of the system. The collection of data, the control of the process and the post-processing of the test data during the test are all done by the computer. This equipment can automatically obtain tensile strength, peel strength, tear strength and so on.
Salt Spray Test:
Salt spray test is an environmental test which mainly uses the artificial simulated salt spray environment conditions created by salt spray test equipment to evaluate the corrosion resistance of products or metal materials.It is divided into two categories: one is the natural environmental exposure test, and the other is the artificial accelerated simulation of salt spray environmental test. Artificial simulation of salt fog environment test is to use a certain volume space of the test equipment - salt fog test box, in its volume space with the artificial method, create salt fog environment to test the quality of product corrosion resistance to salt fog performance.
Painting Test:
The MikroTest. Coating Thickness Gauge, measuring the thickness of all non-magnetic coatings on the steel (such as paint, powder coating, plastic, zinc, copper, tin and nickel). Rapid, accurate and lossless measurement, MikroTest has become a widely used instrument for automatic determination of coating thickness for more than 30 years. Germany's "knack" shows that it has the highest level of magnetic coating thickness gauge in terms of process technology and precision. All instruments comply with DIN, ISO and ASTM standards.
Zinc Coating Test:
The zinc coating layer weighing method is also named as dezincification method. According to the relevant provisions of GB/T13825, dip the sample into the deplating solution, dissolve the hot dip galvanized layer on the surface of the sample, weigh the quality of the galvanized layer before and after dissolution, and calculate the quality of the hot dip galvanized layer on the unit area of the sample according to the quality loss of the sample. This method is suitable for samples with easy surface area measurement, such as steel plates, steel pipes, and steel wires. The amount of the galvanized layer measured by this method shall be converted into the thickness of the galvanized layer in accordance with the density of the zinc coating layer (7.2 g/cm3). In the ASTM standard, the density of the zinc coating layer is 7.1 g/cm3 after conversion.
Hardness Test:
Hardness test is one of the important indicators to test the performance of materials. Hardness test can reflect the difference in chemical composition, structure and treatment process. Hardness is the ability of a material to resist the pressing of a harder object into its surface. According to the difference of test method and the range of adaptation, the hardness unit can be divided into many types such as Brinell hardness, Vickers hardness, Rockwell hardness, micro Vickers hardness, etc. Different units have different test methods and are suitable for materials with different characteristics Or occasion.
T-bend Test:
The purpose of the bending test of the coating is to detect the flexibility of the film. It is one of the important items to evaluate the physical properties of the coated steel plate coating by measuring the crack resistance or peeling resistance of the coating when the specimen is bending. Many of the coated substrates have a certain deformability, so the coatings are also required to have a corresponding flexible fit. After the curing, the bending test of the coating is performed by bending the sample 180° around itself, and then attaching a transparent tape along the curved surface, peeling the tape while removing the air bubbles, and then quickly tearing off the curved surface in a direction of 60°. For the tape, visually observe whether the curved surface of the coating is cracked or peeled off (no peeling of the coating within 10 mm from the edge). Determine the minimum thickness multiple of the sample that does not cause cracking or shedding of the coating.
Steel Coil Dimension and Shape Tolerance
|
Thickness (mm) |
1000 = Width < 1250 (mm) |
630 = Width < 1000 (mm) |
1250 = Width < 1550 (mm) |
|
0.40 = T < 0.60 |
±0.035 |
±0.035 |
- |
|
1.25 = T < 1.60 |
±0.060 |
±0.055 |
±0.060 |
|
1.60 = T < 2.00 |
±0.070 |
±0.065 |
±0.080 |
|
0.25 = T < 0.40 |
±0.035 |
±0.030 |
- |
|
0.80 = T < 1.00 |
±0.050 |
±0.040 |
±0.050 |
|
0.60 = T < 0.80 |
±0.040 |
±0.040 |
- |
|
1.00 = T < 1.25 |
±0.055 |
±0.050 |
±0.060 |
|
Width Tolerance |
|
|
Cut Edge |
Mill Edge |
|
Aim -0 / +1 |
Aim ±10 |
|
Mill Edge |
Surface Finish |
Cut Edge |
|
10 mm |
2B / BA |
5 mm |
|
20 mm |
2D |
10 mm |
Steel coil for drawing:
General structural steel and welding structural steel are used in the constructions of steel structures, bridges, ships and automobiles.
|
Designation |
Thickness |
Chemical Composition(wt%) |
||||||
|
C |
Si |
Mn |
P |
S |
Others |
|
||
|
POSHRD3 |
1.6 and over |
0.005and under |
0.02and under |
0.20and under |
0.02and under |
0.015and under |
Ti:0.03~0.06 |
|
Remarks
[1] External appearance, form, dimension, weight and allowances comply with KS D 3519.
[2] This specification guarantees chemical composition without mechanical properties.
Steel coil with general atmospheric corrosion resistance and high tensile strength:
General structural steel and welding structural steel are used in the constructions of steel structures, bridges, ships and automobiles.
|
Designation |
Thickness |
Chemical Composition(wt%) |
||||||
|
C |
Si |
Mn |
P |
S |
Others |
|
||
|
PACOS1 |
1.2 and over |
0.1 and under |
0.35 and under |
0.25~0.50 |
0.023 and under |
0.005 and under |
Cu:0.10~0.30 Ni may be added if need |
|
|
PACOS2 |
0.18 and under |
0.25~0.60 |
|
|||||
Remarks
[1] External appearance, form, dimension, weight and allowances comply with KS D3555
(hot-rolled carbon steel strip for steel pipes)
[2] Number of tension test pieces and bend test pieces : the same as above
[3] Bend test pieces : KS No. Da, rolling direction
Steel coil for automotive structural uses:
General structural steel and welding structural steel are used in the constructions of steel structures, bridges, ships and automobiles.
|
Designation |
Thickness |
Chemical Composition(wt%) |
||||||
|
C |
Si |
Mn |
P |
S |
Nb |
|
||
|
ATOS55 |
4.5 and over |
0.20 and under |
0.40 and under |
1.50 and under |
0.030 and under |
0.030 and under |
0.050 and under |
|
|
ATOS60 |
|
|||||||
Remarks
[1] External appearance, form, dimension, weight and allowances comply with KS D3519.
[2] Number of tension test pieces and bend test pieces : the same as above
[3] Bend test pieces : KS No. Da, perpendicular to rolling direction
The "L" in 304L stands for Low Carbon (≤0.030% vs. ≤0.080% for 304). This matters critically during welding: when standard 304 passes through the heat-affected zone (450-850°C), carbon atoms migrate to grain boundaries and combine with chromium to form chromium carbides—a phenomenon called sensitization. This depletes chromium at grain boundaries, making the weld heat-affected zone vulnerable to intergranular corrosion (IGA) or stress corrosion cracking (SCC) in aggressive environments.
304L's low carbon content prevents this carbide precipitation, making it the correct choice for:
(1) Welded assemblies where post-weld heat treatment is impractical;
(2) Equipment handling corrosive media (chemicals, coastal atmosphere, food-grade applications);
(3) Components that will experience thermal cycling in service.
When 304 is sufficient: Non-welded formed parts, decorative items, indoor applications where the material won't encounter sensitizing temperatures. 304 has better raw material yield in production, so it is typically 3-8% cheaper than 304L. Our recommendation: If you are unsure, specify 304L. The marginal cost premium is justified by eliminating a potential failure mode that could cost 10-100x the material savings in warranty claims or reputation damage.
Many buyers default to "cold rolled = better quality," but this oversimplifies the selection criteria. The fundamental differences:
Hot rolled coils (HR): Produced above the recrystallization temperature (~900-1100°C). The material exits the mill with oxide scale and is subsequently pickled to remove it. Key characteristics: looser thickness tolerances (±0.1 to ±0.2mm), higher yield strength due to work hardening during hot rolling, typical surface roughness Ra 2.0-4.0μm, and 30-40% lower cost than equivalent cold rolled product.
Cold rolled coils (CR): Hot rolled coils are cold reduced (typically 30-90% thickness reduction) at room temperature, then annealed and temper passed. Benefits: tight thickness tolerances (±0.02 to ±0.05mm), superior surface finish Ra 0.2-0.8μm, consistent mechanical properties, better flatness, and improved drawing performance.
Decision framework:
Choose HR when (1) final thickness exceeds 3mm;
(2) you are welding or forming heavily (scale removal is required anyway);
(3) the surface will be painted, coated, or hidden in final assembly;
(4) dimensional tolerances are not critical.
Choose CR when (1) you need Ra <1.0μm surface for appearance or cleanability;
(2) thickness control below 2mm is required;
(3) the coil will be stamped, drawn, or spun into parts where thickness consistency prevents splitting and springback;
(4) you are supplying automotive or appliance OEMs with spec-driven surface requirements.
Approximately 15-20% of international coil shipments have some form of quality discrepancy. Here is a practical inspection protocol:
Before unloading: Inspect packaging for crushed bands, torn VCI paper, or water staining. Document any visible damage on the bill of lading with photos—this is your evidence for freight claims.
Coil geometry checks:
(1) Measure inner diameter against your order (508mm vs. 610mm matters for your unwinding equipment);
(2) Check for telescoping (coning)—if coil layers step inward like a telescope, the coil was poorly wound and will be difficult to unwind;
(3) Inspect for 塔形 (tower/snake)—if the coil is not straight on the skid, it may have been stored on its side or dropped;
(4) Measure coil weight against mill certificate.
Surface inspection: Uncoil 2-3 meters and examine under raking light. Look for:
(1) Roll marks (parallel lines from roll surface defects);
(2) Pickling stains (dark patches from inadequate acid treatment);
(3) Edge cracks (common in hard-to-roll grades like 321, 409);
(4) Ridging/roping (cross-hatch surface pattern in titanium-stabilized grades);
(5) Dents from banding or handling.
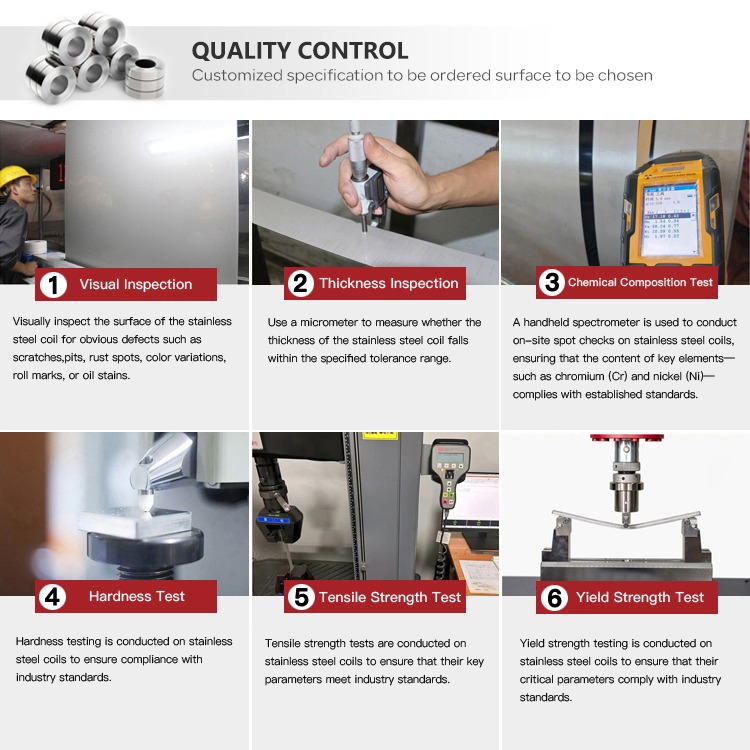
Chemistry and mechanical verification: Portable XRF analyzers can verify element composition at your facility. Spark spectrometry is more accurate but requires lab equipment. If values deviate significantly from the MTC, request a formal re-test through a third-party lab before accepting the material.
Standard surface finish guides describe what each finish looks like but not when to pay the premium for a better finish. Here is the economic analysis:
2B (Ra ≤0.5μm, +0-15% over mill finish): This is the default commercial finish. If your next operation is painting, powder coating, laminating, or printing, 2B is your finish. The slight premium over mill finish buys you a predictable, consistent surface. Do not pay for BA if you are going to coat it.
BA (Ra 0.1-0.3μm, +25-40% over 2B): The investment is justified only when:
(1) the stainless surface is the finished product (appliance panels, automotive trim, architectural features);
(2) reflectivity and aesthetic consistency are customer-specified requirements;
(3) cleanability is critical (medical instruments, food processing surfaces where bacteria harboring in surface grooves is a concern).
No.4 / Hairline (Ra 0.8-1.5μm, +30-50% over 2B): The brushed finish is the most practical architectural finish because it masks scratches and fingerprints while providing visual depth. Choose this for: elevator panels, handrails, kitchen equipment, architectural trim. The directional polish is also functional—it breaks surface tension for liquid sheeting.
No.8 Mirror (Ra ≤0.1μm, +80-150% over 2B): This finish requires sequential polishing through 320→400→600→800 grit, then buffing. The premium is only justified for decorative mirrors, display pieces, and prestige architectural accents. It shows every fingerprint, scratch, and dust particle. If you are specifying No.8, also specify protective film on both sides and discuss handling protocols with your fabricator.
If three suppliers quote the same grade (e.g., 304/2B, 1.0×1250mm) and one is 12% cheaper, investigate before celebrating. Price differentials typically reflect:
(1) Mill origin: Chinese mills (Tisco, Baosteel, Jisco), Korean mills (POSCO, Hyundai), and Japanese mills (Nippon Yakin, JFE) all produce 304/2B, but their edge conditioning quality, thickness uniformity, and surface defect rates differ.
(2) Product form tolerances: "304/2B" covers a wide tolerance range. Some mills produce to JIS G 3141 Class B (±0.03mm for 1.0mm), others only to Class C (±0.06mm).
(3) Annealing practice: Full solution annealing versus short-cycle annealing affects subsequent drawing performance.
(4) Surface defect acceptance criteria: Mill certificates confirm the material meets spec, but they do not reveal how many surface defects per coil.
Cost optimization in coil purchasing is about specification precision—buying exactly what you need, nothing more.
Thickness optimization: If your tolerance requirement is ±0.05mm, do not order to ±0.02mm.
Width optimization: Standard mill widths (1000mm, 1219mm, 1250mm, 1500mm) are priced competitively. Non-standard widths require slitting from wider stock, adding cutting loss and processing cost.
Grade downgrading where safe: Evaluate whether your application truly requires 316L. If you are in a rural environment with low chlorides, 304 may provide adequate corrosion resistance at 15-25% lower cost.
Joint ordering: If you need 2 tons of 304 and 3 tons of 316, a single combined order may reduce logistics and documentation costs.