Frequently Asked Questions about Pipe Fittings Factory
1. What types of pipe fittings does Xenith Steel manufacture?
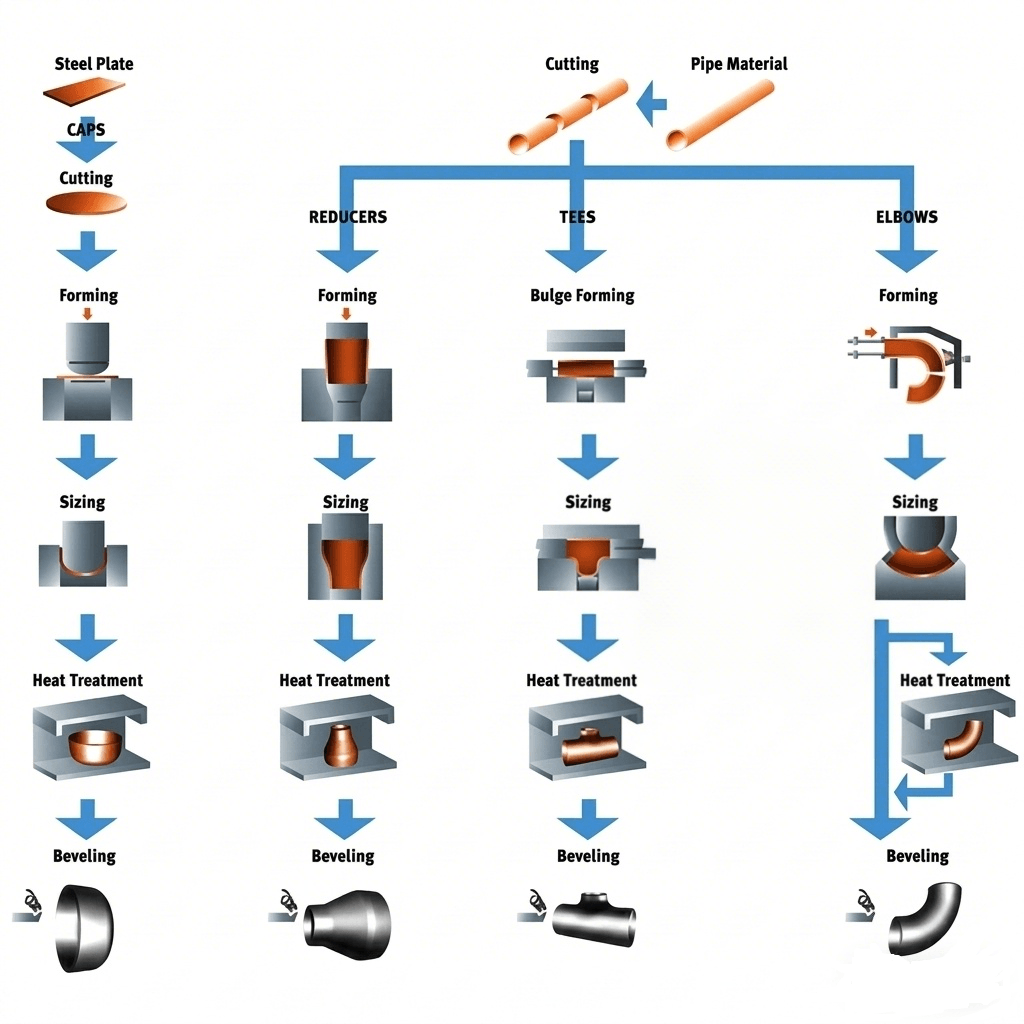
Xenith Steel pipe fittings factory manufactures seven product categories:
(1) Elbows: LR and SR in 45, 90, and 180-degree configurations.
(2) Tees: Equal and reducing for branch connections.
(3) Reducers: Concentric and eccentric for diameter changes.
(4) Caps: Pipe end closures.
(5) Flanges: Weld neck, slip-on, blind, socket weld, threaded, and lap joint.
(6) Couplings: Half and full for repairs and branches.
(7) Bends: Hot induction, mandrel, and cold bends with radii from 3D to 10D.
All available in carbon steel, stainless steel, alloy steel, duplex, and nickel alloys.
2. What standards and materials are available for pipe fittings?
Xenith Steel manufactures to three standard categories:
(1) ASME B16.9 for butt-weld fittings and ASME B16.11 for forged fittings.
(2) MSS-SP-43, DIN 2605/2615/2616, EN 10253, and JIS B2311/B2312 for international specifications.
Materials include carbon steel (ASTM A234 WPB, WPC, A420 WPL6), stainless steel (ASTM A403 WP304, WP316, WP321, WP347, WP310S), alloy steel (ASTM A234 WP5, WP9, WP11, WP22, WP91), duplex and super duplex (ASTM A815 S32205, S32750, S32760), and nickel alloys (Inconel 625, 718, Monel 400, Hastelloy C276). Size range DN15 to DN2000, wall thickness SCH10 to XXS.
3. What are the specifications and production capacity of Xenith Steel pipe fittings factory?
Xenith Steel pipe fittings factory has 50,000 tons annual capacity with three key specifications:
(1) Size range DN15 to DN2000 (1/2 to 80 inches).
(2) Wall thickness SCH10 to XXS.
(3) Products include LR and SR elbows, equal and reducing tees, concentric and eccentric reducers, caps, flanges, couplings, and hot induction, mandrel, and cold bends.
The 45,000㎡ facility employs 180+ workers. Manufacturing covers hot forming, forging, heat treatment, CNC machining, and comprehensive inspection.
4. What is hot induction bending and how does it differ from cold bending?
Hot induction bending heats a localized pipe section to 850-1100 degrees C using an induction coil, then bends through a fixed radius arm. It offers five advantages over cold bending:
(1) Maintains uniform grain structure without work hardening.
(2) Controls wall thinning and thickening more effectively.
(3) Achieves tighter radii (3D to 5D) versus cold bending (5D to 10D).
(4) Produces smoother surfaces without wrinkles or ovality.
(5) Preferred for oil and gas, power plant, and petrochemical applications requiring structural integrity.
5. What are the typical applications of Xenith Steel pipe fittings?
Xenith Steel pipe fittings serve six industries:
(1) Oil and gas pipeline systems for crude oil, natural gas, and refined products.
(2) Petrochemical plants with alloy and stainless fittings for aggressive chemical processing.
(3) Refineries with carbon and low-alloy fittings for distillation and catalytic cracking.
(4) Power plants with P11, P22, P91 alloy fittings for boiler and steam piping.
(5) Offshore and onshore facilities with corrosion-resistant fittings for platforms and subsea pipelines.
(6) Water treatment systems for supply networks and desalination plants.
6. What manufacturing equipment does the pipe fittings factory operate?
Xenith Steel pipe fittings factory operates five equipment categories:
(1) Induction bending machines for 3D to 10D bends and hydraulic presses for tees and reducers up to DN2000.
(2) Multi-station forging presses for socket-weld and threaded fittings per ASME B16.11.
(3) Normalizing, quenching, and tempering heat treatment furnaces.
(4) Precision CNC lathes and machining centers for end preparation and beveling.
(5) CMM dimensional inspection, UT and RT equipment, PMI systems, and hydrostatic testing machines.