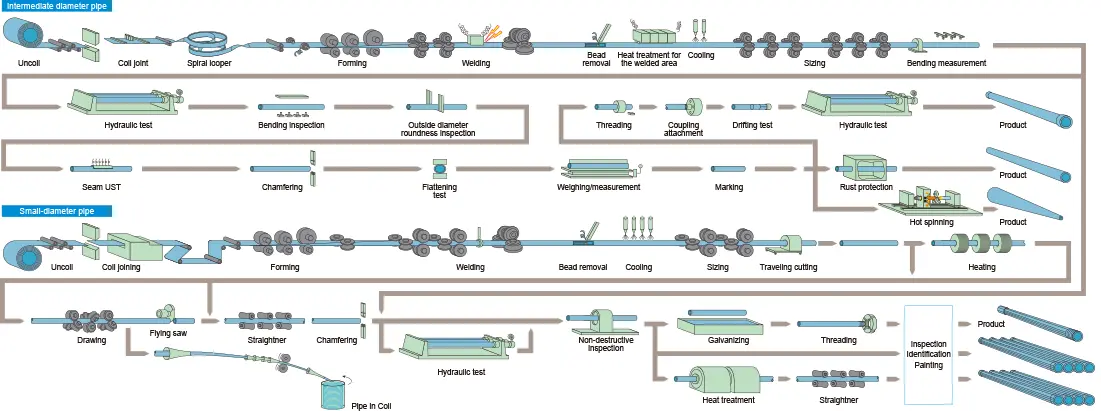
Straight seam high frequency welded pipe (ERW steel pipe) is formed by forming a hot-rolled coil through a forming machine.
The skin effect and proximity effect of high-frequency current are used to heat and melt the edge of the pipe blank.
Pressure welding is carried out under the action of a squeeze roller. Realize production. Welded steel pipes have simple production process,
high production efficiency, many varieties and specifications, and less equipment, but their general strength is lower than seamless steel pipes.
1. Basic requirements for the appearance of ERW straight seam steel pipe welds
2. Surface non-destructive testing
3. Ray detection and ultrasonic detection
Frequently Asked Questions
1. What NDT and quality control requirements apply to API 5L PSL2 ERW pipe?
Per API 5L 46th Edition Section 10.2: PSL1 requires 100% hydrostatic test at ≥97% of SMYS per Section 10.2.5 plus eddy current (ET) per ASTM E309 or ultrasonic (UT) per ASTM E213 of full weld length. PSL2 adds:
(1) Charpy V-notch impact — 3 specimens per heat, min 27J at 0°C (Grade B) or —10°C (X42-X80) per Table 11
(2) Weld seam elongation ≥12% per API 5L Section 10.2.3.3
(3) Flattening test — no cracks at 2/3 OD (Grade B) or 1/2 OD (X42+) per Section 10.2.4
(4) Hydrostatic hold time ≥5s per API 5L Section 10.2.5.1
(5) DWT (drop-weight tear test) per Annex A for Grade ≥X70 for fracture arrest verification
ASTM A53 Section 12 requires flattening test per Table 4 and bend test per Section 12.4 — 180° bend at 1.5x OD radius with no cracks.
2. How does ERW pipe weld integrity compare to seamless under ASME B31.3?
ASME B31.3 Table A-1B assigns joint factor E=0.85 for ERW vs E=1.0 for seamless. Design pressure P=2SEt/D:
For API 5L X52 219mm OD × 8mm WT: ERW rated 10.2MPa, seamless 12.0MPa — ERW requires 18% thicker wall for equivalent rating.
(1) Fatigue per ASME BPVC VIII Div 2 Part 5: ERW weld toe Kf=2.0 vs seamless Kf=1.0, reducing fatigue life ~50% at 10⁶ cycles
(2) Charpy per API 5L Section 9.8 — PSL2 longitudinal: min 27J average at test temperature
(3) Sour service per NACE MR0175/ISO 15156-2 Section 7.3.4: ERW acceptable with weld seam hardness ≤250 HV10 after PWHT
(4) Crack tip opening displacement (CTOD) per ASTM E1820: minimum 0.25mm at 0°C for X65-X70 riser grade per DNV-OS-F101
ERW is not recommended for service above 400°C per ASME B31.1 where creep-fatigue interaction accelerates weld HAZ degradation.
3. What coating standards apply to ERW line pipe per ISO 21809 and NACE?
External coatings per ISO 21809-1 for 3LPE/3LPP:
(1) Min thickness 2.3mm (DN≤250), 2.8mm (DN300-600), 3.0mm (DN>600) per Table 2
(2) Cathodic disbondment at 65°C/48h — max radius ≤8mm per Section 7.6
(3) Impact ≥10J per mm coating thickness per ASTM G14
FBE per NACE RP0394: 350-500µm thickness, adhesion ≥10MPa per ASTM D4541
Concrete weight coating per DNV-RP-F106: 2400 kg/m³ density, min 40mm thickness
Internal coatings: FBE per AWWA C213 (NSF/ANSI 61 certified for potable water), cement mortar per AWWA C205 ≥12mm for ≤600mm ID
Galvanizing per ASTM A123: min 610 g/m² (≈85µm) for structural ERW pipe corrosion protection.
4. What dimensional tolerances apply to ERW pipe per API 5L and ASTM A53?
Per API 5L 46th Edition Table 14:
(1) Pipe end OD: NPS≤4 ±0.79mm; NPS>4 PSL1 +2.38/-0.79mm; PSL2 +1.60/-0.40mm
(2) Pipe body OD: ±0.75% of specified OD
(3) Wall thickness per Table 16: D/t≤75 —0.5mm; D/t>75 —0.3mm; ≥20mm WT —1.0mm
(4) Ovality per Section 10.2.5: ≤1.5% OD for plain-end pipes
(5) Straightness per Table 15: ≤0.15% of pipe length
(6) Mass tolerance: NPS<4 ±6.0%; NPS≥4 ±7.5%
Per ASTM A53 Section 14: OD≤48.3mm ±0.40mm; 48.3-168.3mm ±1%; >168.3mm ±0.75%. WT —12.5%. Length ±9.5mm per Section 19.
5. What chemical and mechanical limits apply to ERW pipe grades B, X52, and X65?
Chemical composition per API 5L:
Grade B (PSL1) — C ≤0.26%, Mn ≤1.20%, P ≤0.030%, S ≤0.030% per Table 3
X52 (PSL2) — C ≤0.22%, Mn ≤1.40%, P ≤0.025%, S ≤0.015% per Table 4
X65 — CE(IIW) ≤0.43%, C ≤0.12%, Mn ≤1.65%, Nb+V+Ti ≤0.15% per Table 5
Mechanical per API 5L Table 10:
Grade B — YS ≥240MPa, TS ≥415MPa, El ≥16-22%
X52 — YS 360-530MPa, TS 460-760MPa, El ≥18%
X65 — YS 450-600MPa, TS 535-760MPa, El ≥18%
ASTM A53 Table 2: Grade B YS ≥240MPa, TS ≥415MPa, El ≥20% (2in gage)
EN 10219-1 Table 3: S355J2H YS ≥355MPa (≤16mm), TS 470-630MPa, El ≥20%, impact ≥27J at —20°C.
6. What PWHT and hardness limits apply to ERW pipe for sour service per NACE MR0175?
Per NACE MR0175/ISO 15156-2 Section 7.3.4:
(1) Weld seam max hardness ≤250 HV10 (22 HRC) measured per ISO 6507-1 within 1.5mm of weld centerline
(2) PWHT at 550-650°C for min 3 min per mm WT, slow cool to <300°C before air cooling per API 5L Section 10.2.2.6
(3) Base metal ≤22 HRC (250 HV) per ISO 15156-2 Table A.1
(4) Heating rate ≤200°C/h, hold at 600-650°C, cooling ≤260°C/h to 315°C per ASME BPVC VIII-1 UCS-56
(5) Stress relief per API RP 571: min 1h at 595°C per 25mm thickness for SSC (sulfide stress cracking) resistance
SSC threshold testing per NACE TM0177 Method A: no failure at 72% of SMYS in H₂S environment for ≥720h.




