Frequently Asked Questions about Hollow Section Factory
1. What is a hollow section and what types does Xenith Steel produce?
Xenith Steel produces three types of hollow sections:
(1) SHS (Square Hollow Sections) from 20×20mm to 1200×1200mm.
(2) RHS (Rectangular Hollow Sections) from 20×30mm to 800×1400mm.
(3) Special sections including right-angle, sharp-angle, polygonal, and trapezoidal profiles.
Xenith Steel also supplies hot-dip galvanized hollow sections with zinc coating of 30–100μm for outdoor and marine environments. All products comply with ASTM A500, EN 10219, EN 10210, CSA G40.21, JIS G3466, and GB/T 6728/3094.
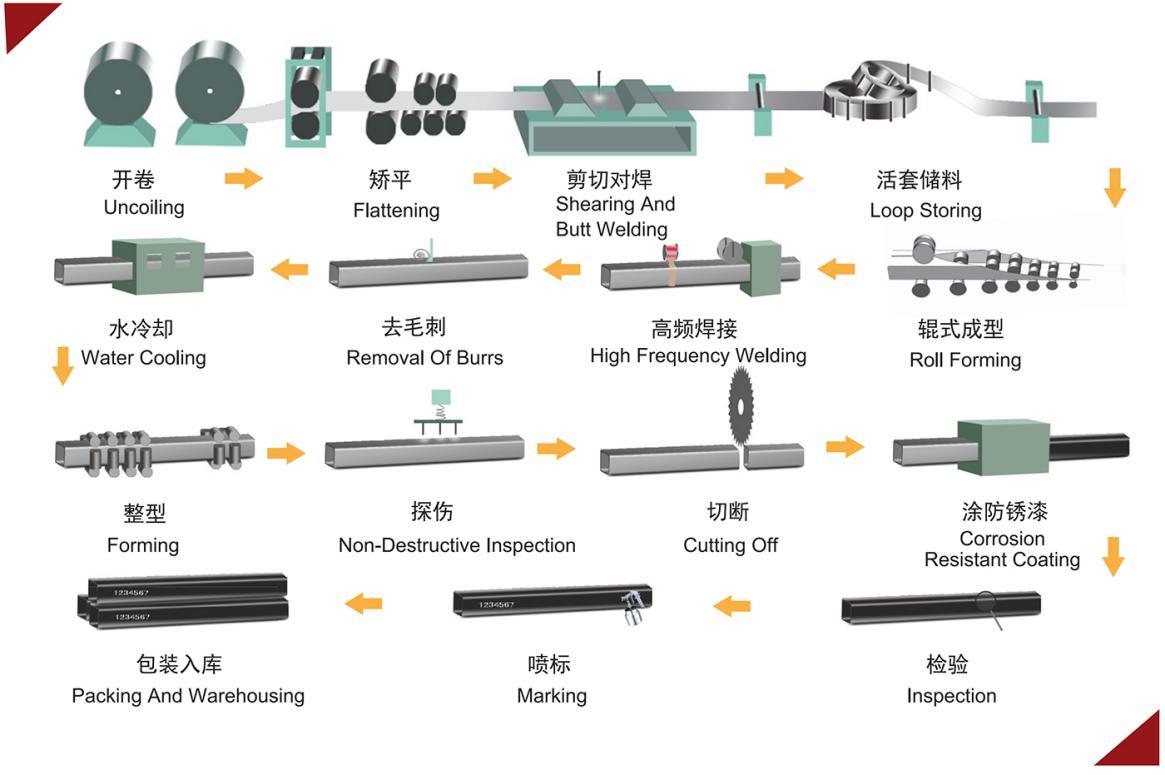
2. How are hollow sections manufactured at Xenith Steel?
Xenith Steel manufactures hollow sections through an 8-stage continuous high-frequency welding process:
(1) Coil Preparation: Steel coils are uncoiled, leveled, and trimmed.
(2) Forming: The strip passes through roll forming stands shaping it into a tubular configuration.
(3) High-Frequency Welding: Edges are heated by 300-500 kHz current and forged under pressure to create a continuous longitudinal weld.
(4) Sizing: The welded tube passes through sizing stands to achieve final SHS or RHS dimensions.
(5) Cutting: Tubes are cut to 6–12m lengths using automated flying cut-off systems.
(6) Heat Treatment: Stress-relief annealing or normalizing improves mechanical properties.
(7) Finishing: Optional hot-dip galvanizing, painting, or coating.
(8) Inspection: Dimensional verification, weld testing, and mechanical property validation.
3. What is the production capacity of Xenith Steel hollow section factory?
Xenith Steel hollow section factory has 1,000,000 tons annual capacity with three production ranges:
(1) Square sections 20×20×1.0mm to 1200×1200×50mm.
(2) Rectangular sections 20×30×1.0mm to 800×1400×50mm.
(3) Special sections including right-angle, sharp-angle, polygonal, and trapezoidal profiles.
The 90,000㎡ facility employs 300+ workers and operates 76 HFW lines, 10 hot-dip galvanizing lines, 20 punching machines, and 3 stretch-reducing units. Materials include ASTM A500 Gr.A/B/C, EN 10219 S235–S460, EN 10210, CSA G40.21, JIS G3466, and GB/T 6728/3094.
4. Why is hot-dip galvanizing critical for hollow sections?
Hot-dip galvanizing immerses hollow sections in molten zinc at approximately 450°C, creating a metallurgically bonded zinc-iron alloy coating that protects steel through sacrificial anode action. Xenith Steel provides six benefits:
(1) Corrosion Protection: The zinc coating sacrificially protects the steel even when scratched.
(2) Longevity: Galvanized sections last 50+ years in rural environments and 20–25 years in marine settings without maintenance.
(3) Coating Thickness: 30–100μm per ASTM A123 and ISO 1461.
(4) Complete Coverage: All surfaces, corners, and edges receive uniform protection.
(5) Aesthetic Appeal: Bright silver finish for architectural use.
(6) Cost-Effectiveness: Eliminates recurring painting and maintenance, reducing total lifecycle cost.
5. What are the primary applications of Xenith Steel hollow sections?
Xenith Steel hollow sections serve eight major application categories:
(1) Structural Construction: Columns, beams, trusses, and frames for commercial and industrial buildings.
(2) Infrastructure: Bridge components, highway guardrails, sign supports, and lighting poles.
(3) Bridge and Marine Piling: Foundation piles for bridges, wharves, and offshore structures.
(4) Prefabricated Residential Buildings: Modular housing frames, wall studs, and roof trusses.
(5) Photovoltaic Structural Support: Solar panel mounting structures for farms and rooftop installations.
(6) Tower Crane Manufacturing: Mast sections, boom structures, and counterweight frames.
(7) Glass Curtain Wall Engineering: Mullions, transoms, and facade supports.
(8) Airports and High-Speed Rail Stations: Large-span roof structures and terminal frameworks.
6. What manufacturing equipment does the hollow section factory operate?
Xenith Steel hollow section factory operates six categories of production and testing equipment:
(1) 76 HFW Lines: Automated roll forming, welding, sizing, and flying cut-off systems for SHS, RHS, and custom profiles.
(2) 10 Hot-Dip Galvanizing Lines: Immersion tanks and zinc pots handling sections up to 1200mm with 30–100μm coating.
(3) Punching Machines: 20 CNC multi-station units including 2-station (4), 6-station (12), and 9-station (4) for custom hole patterns.
(4) Stretch-Reducing Units: 3 units for right-angle, sharp-angle, polygonal, and trapezoidal profiles.
(5) Heat Treatment Furnaces: Stress-relief annealing and normalizing.
(6) Inspection Equipment: Dimensional measurement, ultrasonic testing, and mechanical testing laboratories.